Alumina powder doesn’t make headlines the way semiconductors or electric vehicles do. But it shows up in both. It shows up in the sapphire wafer your LED is built on. In the ceramic lining protecting a jet engine. In the separator coating keep your EV battery from catching fire. In the hip joint implant that lets a patient walk again. Alumina powder (Al₂O₃) is one of the most versatile and widely used advanced materials in precision manufacturing, and the industries that depend on it represent some of the most demanding engineering environments on earth.
Thank you for reading this post, don't forget to subscribe!The global high-purity alumina market was valued at $3.0 billion in 2024 and is growing at a 12.9% CAGR through 2031. That growth rate isn’t a coincidence. It reflects exactly how many critical industries have discovered that alumina powder delivers what other materials can’t: a combination of hardness, thermal stability, chemical inertness, and electrical insulation that no single competing material matches across the full range of applications.
Alumina powder is a finely processed form of aluminum oxide (Al₂O₃), available in two primary crystal structures that determine its performance characteristics. Alpha alumina (α-Al₂O₃) is the thermodynamically stable phase, known for its superior hardness, density, and mechanical strength. It’s the crystal structure found in sapphire and corundum, and it dominates in high-temperature, wear-resistance, and structural applications.
Gamma alumina (γ-Al₂O₃) is a transitional phase with a much higher specific surface area, making it valuable for catalyst support, adsorption, and surface-active applications. Both phases serve distinct industrial roles, and selecting the right one for a given application directly affects component performance and service life.
Alumina powder’s widespread industrial adoption comes down to a combination of properties that few materials replicate simultaneously:
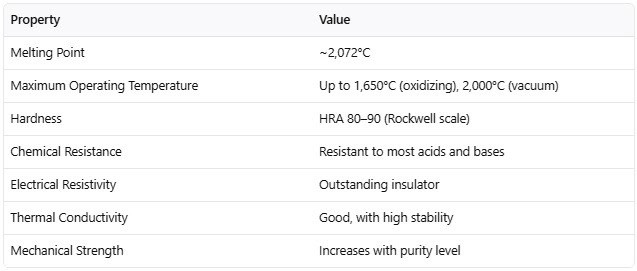
At purity levels of 99.995% (4N5), trace element contamination drops to as low as 1 ppm for critical elements like calcium, iron, magnesium, and titanium. That level of purity unlocks performance in applications where even nanogram quantities of contamination cause product failure.
North America currently leads the global high-purity alumina market with 40% share as of 2024, driven by semiconductor fabrication, defense, and aerospace demand. Asia-Pacific is the fastest-growing region, fueled by the scale of LED, EV battery, and consumer electronics manufacturing concentrated in China, Japan, South Korea, and Taiwan.
Four primary application segments drive the market:
But these four segments represent only part of the picture. Advanced ceramics, energy storage, biomedical devices, and aerospace refractory applications each contribute meaningfully to global demand and are growing quickly as product purity and particle size consistency improve.
High-purity alumina powder is a key starting material for advanced alumina ceramics used in semiconductor plasma process equipment. After forming and sintering, alumina ceramics can be manufactured into process-facing or process-adjacent components such as insulators, liners, feedthroughs, wafer-handling parts, and selected chamber fixtures. In these applications, the powder’s purity, particle size distribution, and impurity profile are important because they influence the fired ceramic’s density, microstructure, erosion resistance, particle generation, and contamination control.
For semiconductor-grade ceramic components, higher-purity alumina powders are often selected to help reduce metallic impurity levels and support cleaner processing environments. The exact purity requirement depends on the component design, plasma chemistry, exposure level, and customer specification, but 99.9%, 99.99%, and higher-purity alumina powders may be used for demanding semiconductor equipment applications.
Alumina powder is also the starting material for ceramic substrates used in integrated circuit packaging, where its combination of electrical insulation, thermal conductivity, and dimensional stability makes it the standard substrate material for high-density chip packaging.
In power electronics and electrical systems, alumina ceramic substrates insulate high-voltage circuits while conducting heat away from components that generate significant thermal loads. High-voltage insulators, electronic housings, enclosures, and bushing components across industrial power systems are commonly produced from alumina ceramics made from high-purity alumina powder. Alumina offers high dielectric strength, good mechanical stability, and moderate thermal conductivity, making it a widely used ceramic material for applications that require insulation, dimensional stability, and long-term reliability. It is a cost-effective and well-established choice for many power, industrial, and electronic applications.
Every sapphire wafer used as a substrate for GaN-based LED manufacturing begins as high-purity alumina powder. In crystal growth processes such as Kyropoulos, Czochralski, and heat-exchange methods, high-purity aluminum oxide feedstock is melted and recrystallized into large single-crystal sapphire boules at temperatures above 2,000°C. The purity, impurity profile, particle characteristics, and consistency of the alumina feedstock help influence crystal quality, optical clarity, and downstream wafer performance. For sapphire growth, 4N and 5N high-purity alumina grades are commonly used, with tighter impurity control required for more demanding LED, optical, and electronic substrate applications. Trace metallic impurities, sodium, and other contaminants in the starting powder can introduce inclusions and crystal defects that reduce LED device yield and light extraction efficiency. So sapphire producers typically specify alumina feedstock based on purity, particle size, morphology, flowability, and lot-to-lot consistency. Transparent Ceramics and Phosphor Applications
Alumina powder also serves as the matrix material for transparent and translucent alumina ceramics used in high-intensity lighting, optoelectronics, laser systems, and protective optical windows. In LED phosphor applications, alumina acts as a thermally stable support, ceramic matrix, filler, or coating material to help improve heat resistance, color stability, and long-term reliability .
The separator inside a lithium-ion battery is a porous polymer membrane that prevents direct contact between the anode and cathode while allowing lithium ions to pass through. At elevated temperatures, uncoated polymer separators shrink and can cause short circuits and thermal runaway. Fine alumina particles are used in ceramic separator coatings to improve thermal dimensional stability, mechanical integrity, electrolyte wettability, and abuse tolerance .
As documented by Evonik’s research into alumina powder for lithium-ion battery separators, ultra-fine alumina particles enable ceramic coatings thinner than 1 µm that significantly improve separator thermal stability and mechanical integrity. This technology is now widely used in high-performance lithium-ion battery designs, including EV and energy-storage applications, where enhanced separator stability and contamination control are important. As global EV adoption accelerates, the demand for fine, high-purity alumina powder is expected to grow massively and rapidly with the adoption of ceramic-coated separators and other battery safety materials. .
In next-generation solid-state and advanced lithium battery systems, alumina serves as a barrier coating on electrode and electrolyte materials to reduce interfacial resistance, improve stability, and support longer cycle life. Researchers are developing atomic-layer-deposited alumina films on cathode particles or solid electrolyte interfaces that will prevent degradation reactions at the electrode-electrolyte interface, extending battery lifespan significantly.
Alumina ceramics have served as bearing surfaces in orthopedic implants since the 1970s. Their combination of hardness, wear resistance, chemical inertness, and biocompatibility makes them particularly effective in hip joint prostheses, where the bearing surface must survive long-term cyclic loading in a physiologically reactive environment. Research published in the Bone and Joint Journal documents alumina ceramics’ consistent clinical performance as femoral head components in total hip arthroplasty, where wear debris from metallic alternatives causes adverse tissue reactions.
The alumina powder used in medical implant ceramics requires exceptional purity and particle size consistency to produce the dense, low-porosity microstructure that gives biomedical alumina its mechanical reliability.
Dental crown and bridge frameworks use alumina ceramic cores for their combination of strength, translucency, and biocompatibility. Although zirconia is now widely used for many high-strength dental crowns and bridges, alumina remains an important biomedical ceramic material and used in many selected dental applications. Surgical cutting tools, scalpel guides, and endoscopic components use alumina ceramics for their hardness and chemical stability in sterilization environments. The powder quality, specifically particle size distribution and sintering behavior, determines the final component’s mechanical performance and clinical suitability.
In aerospace and defense-related systems, alumina-containing ceramics and coatings may be used where oxidation resistance, chemical stability, electrical insulation, wear resistance, or thermal protection are required. While many turbine thermal barrier coatings rely on zirconia-based topcoats, alumina can play an important role in bond coats, protective oxide layers, CMAS-resistant coating systems, insulating components, and other high-temperature ceramic structures.
Beyond aerospace, high-alumina castables, bricks, and refractory shapes are widely used in industrial furnaces, kilns, and metal-processing systems, including ladles and high-temperature linings. These materials help protect equipment from heat, slag, corrosion, abrasion, and repeated thermal cycling. In these applications, alumina powder quality, particle size distribution, purity, and sintering or bonding behavior influence the final refractory’s density, strength, thermal-shock resistance, and chemical durability.
Alumina ceramics are widely used as the strike face materials in ceramic composite armor used in personal body armor, vehicle protection panels, and aircraft fuselage inserts. Their hardness shatters incoming projectiles before the energy transfers to the backing material. Alumina’s low density compared to steel allows lighter protective systems at equivalent ballistic performance. The alumina powder used in armor ceramics requires controlled particle size and phase purity to achieve the density and microstructure that maximizes ballistic resistance per unit weight.
Advanced ceramics manufacturing depends on alumina powder as one of its foundational raw materials for components used across every sector described above. Wear-resistant tubes, rods, seals, bushings, and nozzles for chemical processing equipment, pump components for corrosive fluid handling, labware for high-temperature chemical synthesis, and precision guide components for electronics assembly all start as alumina powder formulated to specific purity, particle size, and phase composition requirements.
Zirconia Toughened Alumina (ZTA), combining 10 to 20% zirconia with an alumina matrix, extends alumina’s mechanical performance for applications requiring higher fracture toughness than pure alumina provides. This composite material approach expands alumina powder’s utility into applications where pure alumina would fail under impact loads.
Not all alumina powder performs equally. Purity grade determines suitability for specific applications:
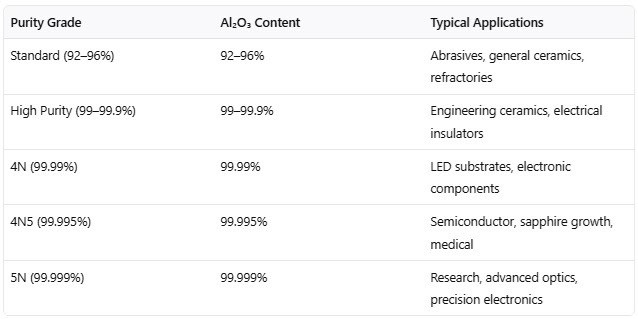
Crystal phase matters equally. Alpha alumina suits structural, wear, and thermal applications. Gamma alumina suits catalyst support, surface chemistry, and high-surface-area applications. Specifying the wrong phase for a sintering application or a catalyst support produces components that fail to perform regardless of purity grade.
High-purity alumina powder is used in high-value applications across semiconductor manufacturing, LED and optoelectronics, lithium-ion battery separator coatings, biomedical ceramics, aerospace and defense, and advanced ceramics manufacturing. These industries rely on high-purity alumina for specific combinations of chemical purity, controlled particle size, thermal stability, electrical insulation, hardness, wear resistance, and low contamination potential. In larger-volume markets such as sapphire growth, battery separator coatings, and advanced ceramic components, high-purity alumina serves as a critical raw material for materials that must meet demanding performance and reliability requirements.
Alpha alumina (α-Al₂O₃) is the stable, high-density phase with superior hardness and mechanical strength. It’s used in structural ceramics, sapphire crystal growth, abrasives, and high-temperature components. Gamma alumina (γ-Al₂O₃) is a transitional phase with much higher specific surface area, making it ideal for catalyst supports, adsorption, and applications where high surface reactivity is needed rather than maximum mechanical strength.
In semiconductor, LED, and optoelectronic applications, trace metallic impurities can contribute to contamination, crystal defects, color centers, particle generation, or reduced device yield. In medical implants, impurities affect biocompatibility and long-term tissue response. In sapphire crystal growth, purity determines crystal optical clarity and structural perfection. Higher purity means fewer defects, better yields, and longer component service life across virtually every precision application.
Alumina powder is applied as a ceramic coating on lithium-ion battery separators to improve thermal stability and reduce separator shrinkage at elevated temperatures. Ultra-fine alumina particles enable coatings thinner than 1 µm that significantly reduce the risk of thermal runaway, the primary safety concern in high-energy-density EV battery packs.
Particle size selection depends on the application and processing method. Coarser alumina powders or blended particle-size distributions are commonly used for refractories, castables, and thermal spray feedstocks where packing, flowability, and thermal stability are important. Low-micron and submicron powders are often preferred for sintered ceramic components and substrates because they support higher density, finer microstructure, and better dimensional control. Fine and ultra-fine alumina grades are used for battery separator coatings, polishing slurries, catalyst supports, and specialty coatings where dispersion, surface area, and coating uniformity are critical. Final selection should also consider purity, phase, morphology, surface area, and sintering behavior, not particle size alone.
Yes. High-purity alumina powder is used in additive manufacturing of advanced ceramic components through processes including binder jetting, stereolithography or DLP-based ceramic printing, and direct ink writing. Printed alumina components serve research, medical, and precision engineering applications where complex geometries or small features are needed. Properly processed alumina prints can provide strong mechanical, thermal, electrical and chemical performance similar to sintered alumina ceramics.
Alumina’s biocompatibility stems from its chemical inertness in physiological environments. Unlike metallic materials, it doesn’t corrode, leach metallic ions, or trigger adverse immune responses in the body. Its hardness and wear resistance minimize debris generation in joint replacement applications. And its mechanical strength withstands the cyclic loads placed on weight-bearing implants over decades of service life.
Whether you’re growing sapphire crystals for LED substrates, producing precision ceramics for semiconductor equipment, developing battery separator coatings, or manufacturing biomedical implants, the performance of your final product starts with the quality of your alumina powder.
AdValue Technology supplies high-purity alumina powder in both alpha and gamma crystal phases, at purity levels reaching ≥99.995% (4N5), with tightly controlled particle size distributions and impurity levels as low as 1 ppm for critical trace elements. Their product grades are engineered for the full range of advanced research and production environments, from semiconductor-grade plasma components to sapphire crystal growth, engineering ceramics, and optical applications.
Standard materials ship within 1 to 2 business days. Custom specifications and expedited delivery are available for time-sensitive research and production needs.Don’t settle for alumina powder that can’t meet your application’s full performance requirements. Contact AdValue Technology today to discuss your alumina powder specifications and find the grade engineered for your exact process.

