Most engineers discover sapphire’s true capabilities only after other materials have already let them down. It isn’t something you stumble across early in a project. But once you understand what it can do, you start seeing it everywhere: in semiconductor wafers, in missile guidance systems, in HPLC pumps, and in the lenses of surgical instruments. The reason is straightforward. When an application demands hardness, thermal stability, chemical resistance, and optical clarity all at once, very few materials even qualify for the conversation. Sapphire doesn’t just qualify. It leads to it.
Thank you for reading this post, don't forget to subscribe!Synthetic sapphire (α-Al₂O₃, or single-crystal corundum) isn’t the decorative gemstone on a ring. It’s a laboratory-grown, single-crystal aluminum oxide engineered under tightly controlled conditions to deliver consistent, repeatable performance. Advanced manufacturing relies on it. Semiconductor fabrication depends on it. And the defense sector trusts it in environments where failure isn’t an option.
Not every tough-sounding material holds up in practice. Silicon carbide chips under impact. Fused quartz loses structural integrity above 1100°C. Standard alumina ceramics lack the optical clarity required for precision optical systems. Each material offers one or two strong properties and falls short somewhere else.
Sapphire occupies a rare position. It combines an exceptional set of physical properties without forcing you to trade one for another. You don’t sacrifice hardness for thermal resistance. You don’t give up optical transparency for chemical stability. You get all of it simultaneously. According to ScienceDirect’s materials science database, sapphire’s well-ordered single-crystal atomic structure is what drives its superior mechanical, thermal, and optical performance compared to polycrystalline or amorphous alternatives.
This isn’t a marketing claim. It’s crystallography.
Sapphire scores a 9 out of 10 on the Mohs hardness scale. Only diamond and moissanite sit above it. In real-world manufacturing environments, that means almost nothing scratches sapphire under normal operational conditions, not grit, not process dust, not aggressive mechanical contact.
This matters more than most people initially realize. In applications where surface integrity is everything, scratches create measurement errors, optical distortion, and contamination pathways. Barcode scanner windows lose read accuracy when scratched. Optical lenses scatter light when their surfaces degrade. HPLC pump pistons fail when abrasion compromises their seal geometry. Sapphire eliminates all of those failure modes by simply resisting degradation.
Its Vickers hardness exceeds 40 gigapascals, placing it in the “superhard” material classification alongside cubic boron nitride and a short list of other elite materials.
Hardness alone doesn’t capture the full mechanical profile. Here’s what sapphire delivers across every relevant strength metric:
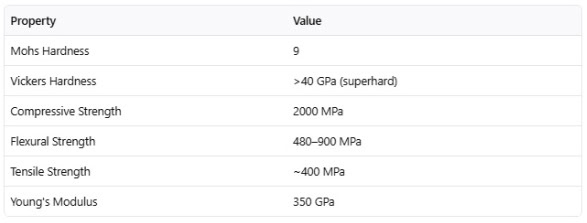
These numbers translate directly into longer component service life, reduced replacement frequency, and fewer system failures. Sapphire components hold their shape under load. They resist deformation under sustained mechanical stress. And they don’t wear down over continuous use cycles the way softer materials inevitably do.
Sapphire’s melting point sits at approximately 2050°C and its maximum working temperature reaches 2000°C. That’s a thermal ceiling most engineering materials don’t even approach without degrading, oxidizing, or losing structural integrity long beforehand.
Aluminum melts below 660°C. Copper around 1085°C. Many advanced ceramics begin to crack or soften under aggressive thermal cycling well below 1500°C. In high-temperature furnaces, crystal growth chambers, and vacuum deposition systems, sapphire components keep performing reliably where alternatives would rapidly degrade. That reliability isn’t incidental. That’s the reason sapphire is selected.
Sapphire conducts heat efficiently up to roughly 40–46 W/m·K at room temperature, depending on crystal orientation, temperature, and material grade. Compare that directly to borosilicate glass at around 1.1 W/m·K and the performance gap becomes clear. In applications that generate significant heat, sapphire dissipates it rapidly, preventing hotspots that would otherwise damage precision equipment or compromise measurement accuracy.
This thermal behavior is a primary reason why sapphire substrates are the standard choice for GaN-based LED substrates, optical windows, sensor windows, and high-temperature or high-power electronic applications where heat management affects both performance and long-term reliability. Sapphire handles both with ease.
Corrosion can slowly degrade precision equipment, especially in systems exposed to acids, alkaline solutions, solvents, moisture, and reactive process gases. Sapphire offers a major advantage in these environments because it is a dense, single-crystal form of aluminum oxide with excellent chemical stability.
As a chemically inert single-crystal material, sapphire resists attack from most industrial acids and alkaline substances at room and elevated temperatures far better than conventional glasses, metals, and polymers. Its zero-porosity structure means there are no internal pathways for corrosive agents to penetrate the material matrix. It doesn’t absorb moisture. It doesn’t oxidize. It doesn’t react with the process gases used in semiconductor deposition or chemical synthesis environments.
For industries that demand ultra-pure operating environments, including pharmaceutical production, semiconductor fabrication, and analytical chemistry, sapphire’s chemical inertness is not a bonus feature. It’s a baseline requirement. It won’t contaminate the process or the product. It is used in viewports, sensor windows, nozzles, bearings, seals, and fluid-handling components where corrosion resistance, purity, and long-term reliability are essential.
Sapphire isn’t just mechanically tough. It’s transparent across an exceptionally wide spectral range, and that combination of optical clarity with physical durability is genuinely difficult to find in any other material.
Sapphire transmits light from approximately 150 nm (UV) through visible wavelengths and into the mid-infrared at ~5500 nm, depending on grade and thickness. Glass doesn’t match that range. Fused quartz comes close in the UV band but lacks sapphire’s mechanical strength and temperature ceiling. No conventional optical material combines sapphire’s full property set.
Key optical applications include:
The demand for materials that are both optically clear and physically indestructible is growing. Sapphire answers it.
Sapphire substrates play an important role in several high-value semiconductor and electronic applications. In silicon-on-sapphire, or SOS, technology, a thin silicon layer is formed on an insulating sapphire substrate, enabling CMOS devices used in selected RF, microwave, radiation-tolerant, and low-leakage applications. Sapphire is also one of the most widely used substrate materials for GaN-based blue and white LED manufacturing. GaN-on-sapphire technology helped make high-efficiency blue LEDs commercially scalable, enabling modern white LED lighting. The technology that transformed global lighting and earned a Nobel Prize in Physics in 2014.
Sapphire substrates also cost roughly one-seventh the price of germanium alternatives, making them both the performance choice and the economically rational one. Electrical insulators, superconductor substrates, and transparent electrodes all leverage sapphire’s unique combination of electrical resistance and optical transmission.
Missile guidance domes, aircraft sensor windows, and space exploration components rely on sapphire where optical clarity must be combined with mechanical durability, thermal stability, and environmental resistance . At hypersonic velocities, thermal and mechanical loads on forward-facing windows are extreme. Sapphire handles them without degrading. Sapphire is used in systems such as the F-35 Electro-Optical Targeting System window, reflecting its value in aerospace and defense optics.
Defense and aerospace applications require materials that stay dimensionally stable under UV exposure, high-velocity particle impact, and aggressive thermal cycling. Sapphire meets every one of those requirements reliably.
Sapphire’s biocompatibility, chemical inertness, and scratch resistance combine to make it valuable across medical device manufacturing. It appears in orthopedic implants, surgical instruments, and high-precision diagnostic equipment. In laboratory research environments, sapphire windows allow observation of high-pressure chemical reactions without compromising containment safety.

Sapphire doesn’t dominate every single metric in every single category. But no other material wins across all of them simultaneously. For applications that require combined, multi-property performance, sapphire sits in a class by itself.
Synthetic sapphire is lab-grown using processes like the Czochralski method or edge-defined film-fed growth (EFG). It shares the same chemical formula (α-Al₂O₃) as natural sapphire but delivers higher purity, fewer inclusions, and more consistent structural properties. That consistency is essential for precision manufacturing, where variability in material performance creates quality control problems downstream.
Diamond scores a 10 on the Mohs scale. Sapphire scores a 9. Diamond is harder but also far more brittle under certain stress conditions and dramatically more expensive. For the vast majority of manufacturing applications, sapphire’s hardness is fully sufficient and delivers a far better cost-to-performance ratio.
Sapphire handles moderate thermal shock well. Like most single-crystal materials, extreme rapid temperature cycling can introduce crack propagation risk. Proper component design and controlled operating conditions minimize that risk significantly in most industrial applications.
No. Sapphire is an excellent electrical insulator with room-temperature volume resistivity reported in the range of 10¹⁴-10¹6ohm·cm, depending on material grade and measurement conditions. That property makes it invaluable as a substrate material in electronics where thermal and mechanical performance must coexist with complete electrical isolation.
Semiconductor manufacturing, aerospace and defense, medical devices, scientific research, and analytical chemistry are the heaviest users of industrial sapphire. Each sector leans on a different combination of its properties, whether that’s hardness, chemical resistance, optical clarity, or thermal stability.
Sapphire’s extreme hardness rules out conventional machining with standard tools. Instead, sapphire components are typically produced using diamond grinding, diamond core drilling, ultrasonic machining, precision laser machining, lapping, and polishing. Diamond tooling is used where controlled material removal and dimensional accuracy are required, while laser cutting, drilling, scribing, and marking can create precise features with minimal mechanical force on the part.
Industrial sapphire is available in a wide range of forms: wafers, windows, tubes, rods, spheres, plates, and fully custom-machined components. Modern crystal growth techniques allow for large-diameter boules that can be sliced and finished to exact customer specifications.
When your application demands materials that won’t fail, you need a supplier who understands performance at the material science level. AdValue Technology supplies high-purity sapphire components engineered specifically for advanced research and production environments.
From precision sapphire windows and custom-machined components to semiconductor substrates and high-temperature-resistant parts, AdValue Technology combines deep materials expertise with precision laser machining capabilities and fast delivery. Their team works directly with research labs and production facilities to match material specifications to application requirements, whether you’re building next-generation optics, semiconductor processing equipment, or high-pressure analytical instruments.Don’t let material limitations define what’s possible in your application. Contact AdValue Technology today to discuss your sapphire component needs and find the solution built for your exact requirements.

