When a surface finish specification reads Ra < 1 nm, or when the material being polished is harder than every conventional abrasive in your supply cabinet, there’s only one answer left. Diamond powder. It’s the hardest abrasive material on Earth, and in precision manufacturing, that distinction isn’t a technicality. It’s the entire reason a component either meets its tolerance or ends up as scrap.
Thank you for reading this post, don't forget to subscribe!From semiconductor wafer planarization to aerospace ceramic grinding to optical lens finishing, diamond powder delivers performance that no other abrasive can replicate. The physics behind it are straightforward. But the applications, the particle sizing decisions, and the type selection? Those require real knowledge. Here’s what you need to understand.
Diamond powder is a finely processed form of diamond, reduced to particles ranging from nanometer-scale grades to several hundred micrometers in size. It retains many of the keys that make bulk diamonds exceptional: extreme hardness, outstanding thermal conductivity, chemical inertness, and optical transparency. What the powdered form adds is versatility. Diamond powder works in slurries, bonded tools, lapping compounds, polishing pastes, and loose abrasive systems across an enormous range of industrial processes.
The core properties that make diamond powder irreplaceable as a precision abrasive include:
Before commercial synthetic diamond production became established in the 1950s , natural mined and crushed diamond was the only source of diamond abrasive powder. Today, the vast majority of industrial diamond powder is synthetically produced, primarily through high-pressure high-temperature (HPHT) synthesis. Detonation or shock-based synthesis is also used for certain nanodiamond powders. Synthetic diamond powder offers tighter particle size distributions, more consistent particle shapes, higher purity levels, and lower cost than natural alternatives. For precision applications where particle consistency directly determines surface finish quality, synthetic diamond powder is the standard.
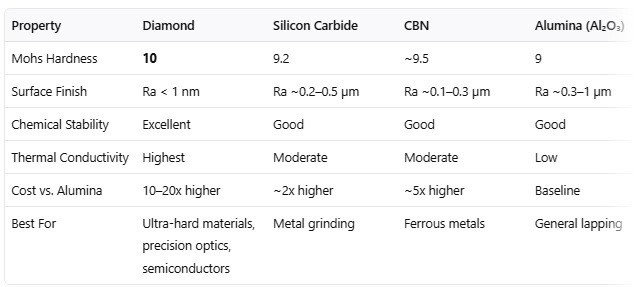
The Mohs hardness scale ranks materials from 1 (talc) to 10 (diamond). Diamond doesn’t just sit at the top. It sits significantly above everything else. The nearest competitors, silicon carbide at 9.2 and corundum at 9, are harder than most materials but still scratched and worn by diamond. In abrasive applications, hardness determines which material does the cutting and which material gets cut. Diamond cuts everything. Nothing cuts diamond.
This matters in precision manufacturing because the abrasive generally needs to be harder than the workpiece. When you’re machining hard and brittle materials such as advanced ceramics, tungsten carbide, silicon wafers, or optical glass, conventional abrasives like aluminum oxide or silicon carbide can reach their performance limits in material removal rate, surface finish, or tool life. Diamond powder extends those limits, offering exceptional hardness, cutting efficiency, and precision for demanding lapping, grinding, and polishing applications.
Diamond’s hardness isn’t just a number. It comes from one of the strongest covalent bonding networks found in solid materials. Each carbon atom in diamond bonds tetrahedrally to four neighboring carbon atoms in a face-centered cubic lattice, creating a three-dimensional covalent network of extraordinary rigidity. That structure gives diamond exceptional resistance to deformation and wear, , allowing diamond particles to maintain sharp cutting edges far longer than many competing abrasive materials.
When you apply diamond powder to a hard surface, the particle edges engage the workpiece and remove material at the microscale through controlled cutting, micro-fracture, or abrasion, depending on the material and process conditions. With the right particle size, shape, and grade selection, diamond powders can deliver faster material removal, finer surface finishes, and longer abrasive life compared to softer alternatives, even at equivalent particle sizes.
Monocrystalline diamond powder consists of single-crystal particles typically produced through HPHT synthesis. Each particle is one continuous crystal with a defined crystallographic structure. Two primary grades serve different precision needs:
Resin-Bond (RB) Monocrystalline: RB diamond grades are generally more friable than metal-bond grades, allowing particles to micro-fracture and expose fresh cutting surfaces during use. This makes RB grades ideal for loose-abrasive lapping and polishing of hard ceramics and carbides, as well as resin-bond and vitrified-bond grinding wheels.
Metal-Bond (MB) Monocrystalline: MB diamond grades are tougher and more fracture-resistant than RB grades. These particles withstand higher grinding forces and maintain particle integrity in demanding applications , making them preferred for electroplated and metal-bond wheels used on highly abrasive non-ferrous materials.
Polycrystalline diamond powder consists of particles made from many nano-scale microcrystallites bonded together. It’s commonly produced through detonation or shock synthesis methods. The result is particles that self-sharpen through controlled micro-fracture during use, maintaining cutting efficiency throughout the polishing process.
Polycrystalline grades excel at fine lapping and polishing applications including sapphire, monocrystalline ferrites, and titanium carbide, delivering high material removal rates combined with smooth surface finishes that would normally be mutually exclusive goals with other abrasive types.
Particle size is the single most important selection variable in precision polishing with diamond powder. Smaller particles produce finer finishes. Larger particles remove material faster. The relationship is direct and predictable. According to particle size selection guidance from the precision polishing industry, achievable surface roughness equals approximately 10 to 30% of the particle size median.
Modern ultra-fine diamond powder technology reaches particle sizes of 0.05 µm to 0.10 µm, with approximately 62 billion particles per carat at these scales. That particle density enables nanoscale surface control impossible with any other abrasive material.
Under optimized polishing conditions, fine and nano-scale diamond abrasives can produce extremely low surface roughness on selected hard materials and precision substrates. For applications such as optical components, ceramic parts, sapphire, carbide, and precision connectors requiring Ra values around or below 0.05 µm, sub-0.5 µm diamond particles are commonly selected for fine finishing and mirror-polishing processes. Actual results depend on the workpiece material, diamond type, particle size distribution, slurry or bond system, pad or plate selection, pressure, speed, and process control. Particle shape also matters. Blocky particles with sharp edges maximize material removal rate. Rounded or tightly controlled particles minimize scratch risk for mirror-finish applications. Standard diamond powder specifications may reference ISO 6106, the international superabrasive classification standard that defines grading consistency and particle size distribution requirements.
Diamond powder costs many times more per unit mass than aluminum oxide or silicon carbide. But for precision applications, that cost premium is routinely justified. Fewer defects, better yields, and longer abrasive tool life consistently deliver lower total cost per acceptable part compared to cheaper alternatives that can’t meet the specification.
CBN is often preferred over diamond specifically when grinding ferrous metals at high temperatures, because diamond reacts with iron under thermal conditions and loses its cutting edge. For non-ferrous materials, ceramics, glass, and semiconductors, diamond powder remains one of the highest-performance abrasive choices, especially where high material removal rate, fine surface finish, and long abrasive life are required.
Diamond powder is used in the semiconductor industry primarily for the precision processing of hard and brittle substrates such as silicon carbide (SiC), sapphire, and advanced ceramic components. Its extreme hardness, controlled particle size, and consistent cutting performance make it effective for slicing, lapping, grinding, and polishing steps where high material-removal efficiency and tight surface-quality control are required. In SiC power device substrates and sapphire wafers for LED, optical, and electronic applications, diamond abrasives help achieve the flatness, thickness control, and low surface roughness needed before final CMP, epitaxy, coating, or device fabrication. While conventional CMP often uses silica, ceria, or alumina-based slurries, diamond powder remains an important abrasive solution where the substrate hardness exceeds the practical limits of standard polishing materials.
Optical lenses, prisms, mirrors, and sapphire windows require surface finishes that transmit or reflect light without scatter from surface irregularities. Diamond powder polishing produces the tightly controlled surface roughness and figure accuracy that high-performance optical systems demand. Multi-stage polishing sequences typically start with coarser micron grades (such as 6 µm) diamond for initial shaping, step down to fine grade (such as 1 µm) for surface refinement, then finish with sub-micron grades for final mirror polish. While materials such as cerium oxide and alumina remain important for many optical glasses and crystals, diamond abrasives provide a versatile solution for demanding applications where hardness, dimensional control, and surface quality are critical.
Advanced ceramics like silicon carbide, silicon nitride, boron carbide, and alumina matrix composites are used in aerospace components for their combination of low weight, high strength, and thermal resistance. But their hardness makes them extremely difficult to machine with conventional abrasives. Diamond powder grinding wheels and lapping compounds handle these materials efficiently, maintaining dimensional tolerances and surface quality that satisfy aerospace qualification standards.
Tungsten carbide cutting inserts, PCD (polycrystalline diamond) tools, and superabrasive grinding systems rely on diamond powder for many manufacture, finishing, and conditioning operations. As documented by Cutting Tool Engineering, diamond micron powders serve both loose abrasive and bonded tool applications, including grinding, honing, lapping, polishing, and superfinishing of hard materials such as cemented carbide, ceramics, and PCD.. In bonded tools, diamond particle size, shape, toughness, friability, coating, and bond compatibility are selected to balance cutting efficiency, edge retention, tool life, and surface finish. For demanding carbide and PCD applications, controlled diamond abrasives help maintain sharp cutting action and consistent dimensional accuracy throughout the finishing process.
Diamond is the hardest known natural material, rating 10 on the Mohs scale. Its carbon atom lattice forms the strongest covalent bonds in any solid, making it resistant to scratching, deformation, and fracture. No natural or synthetic abrasive material exceeds diamond’s hardness, which means diamond powder cuts any other material without itself being worn down at the same rate, making it the ultimate precision abrasive.
Monocrystalline diamond powder consists of single-crystal particles and is widely used for efficient lapping, grinding, and polishing of hard materials such as tungsten carbide, ceramics, glass, and sapphire. Polycrystalline diamond powder consists of nanocrystallite clusters that self-sharpen during use through micro-fracture, delivering higher material removal rates with smooth surface finishes. Polycrystalline grades excel at precision polishing and superpolishing hard optical, electronic, and ceramic substrates.
Mirror and precision-polished finishes are commonly produced through a multi-stage abrasive sequence, starting with coarser diamond grades for stock removal and progressing to finer micron or sub-micron grades for final surface refinement. For hard materials such as sapphire, ceramics, carbides, and advanced crystals, diamond powder in the 0.1 to 0.5 µm range is often used for fine polishing where low roughness and a reflective surface are required. Sub-0.5 µm and ultra-fine diamond grades can help achieve nanoscale surface quality, especially when combined with the proper lap, pad, slurry concentration, pressure, and cleaning process.
Diamond reacts chemically with ferrous metals (iron-based alloys) at elevated grinding temperatures, causing the diamond to graphitize and lose its cutting edge. For ferrous metals, cubic boron nitride (CBN) is the preferred superabrasive. Diamond powder performs best on non-ferrous materials, ceramics, glass, semiconductors, and optical substrates where the chemical reactivity issue doesn’t apply.
At the same nominal particle size, diamond powder is not physically finer than silicon carbide, but it often produces better cutting efficiency and more consistent finishing on very hard materials. Because diamond is harder and more wear-resistant than silicon carbide, its cutting edges can remain sharp longer, supporting controlled material removal, tighter dimensional control, and reduced abrasive breakdown during lapping or polishing. This advantage is especially important for hard ceramics, carbides, sapphire, and advanced crystals, where softer or more friable abrasives may cut more slowly or lose effectiveness. Final surface roughness and subsurface damage still depend on particle shape, size distribution, slurry or bond system, pressure, speed, and the material being processed.
Semiconductor manufacturing, precision optics, aerospace and defense, medical device manufacturing, cutting tool production, and advanced ceramics processing are the dominant users of precision diamond powder. Each industry relies on diamond’s combination of hardness, particle size precision, and surface finish capability to meet specifications that no other abrasive can achieve reliably.
ISO 6106 is the international standard for superabrasive classification and grading consistency. It defines particle size distribution requirements, measurement methods, and quality specifications for diamond and CBN abrasive powders. Compliance with ISO 6106 ensures that particle size grades are consistent between batches and suppliers, which is critical when a specific micron size is specified for a precision polishing process that must hit a defined surface roughness target repeatedly.
Precision results start with precision materials. When your polishing or grinding process demands the tightest particle size distributions, the highest purity levels, and abrasive performance that consistently hits your surface finish specification, the quality of your diamond powder source determines everything downstream.
AdValue Technology supplies high-purity specialty materials engineered for advanced research and production environments, including diamond powder and other superabrasive materials built for demanding precision applications. Whether you need specific micron grades for semiconductor, optical polishing compounds, or custom-specified abrasive powders for advanced ceramics processing, AdValue Technology brings the materials expertise and quality standards your application requires. Their team understands the full picture of precision material performance and works with research labs and production facilities to match the right specification to the right process.Don’t let abrasive quality become the variable that limits your surface finish. Contact AdValue Technology today to discuss your diamond powder requirements and get materials engineered to the precision your process demands.

