No products in the cart.
Heat is the enemy of electronics. Every watt flowing through a semiconductor, power module, or LED system generates thermal energy that must move quickly or temperatures rise, performance drops, and components fail early. For engineers designing thermal management systems, choosing the right thermally conductive powder is one of the most important decisions in the entire product stack.
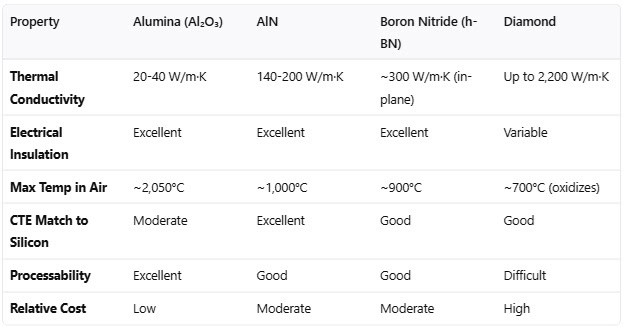
Four powder materials drive the market for heat dissipation improvement: alumina (Al₂O₃), aluminum nitride (AlN), boron nitride (BN), and diamond. Each offers a distinct combination of thermal conductivity, electrical properties, processability, and cost. This guide covers how each one works, where each fits best, and how to choose the right material for your application.
Semiconductor devices keep shrinking while power densities keep climbing. A high-performance processor today can generate heat fluxes exceeding 100 W/cm², and that heat must travel through multiple layers – packaging materials, thermal interface layers, and heat sinks – before reaching the surrounding environment. Each layer in that path adds thermal resistance, making heat removal increasingly challenging. According to IEEE Spectrum, thermal management has become one of the primary barriers to continued performance scaling in semiconductors.
Thermally conductive powders solve this by acting as fillers in thermal interface materials (TIMs), polymer composites, and ceramic substrates. Unfilled silicone or epoxy typically has a thermal conductivity below 0.2 W/m·K. With the addition of well-dispersed, high-loading fillers such as aluminum nitride powder, composite thermal conductivity can increase to the range of 5–10 W/m·K or higher, depending on formulation, particle size distribution, and filler loading. These powders are essential in enabling efficient heat transfer in modern electronic systems.
Alumina is one of the most widely used thermally conductive fillers in electronics. It’s abundant, chemically stable, electrically insulating, and available in particle sizes and morphologies suited to almost any process. In dense ceramic form, high-purity alumina exhibits thermal conductivity in the range of ~20 to 30 W/m·K. For applications where cost matters and moderate thermal conductivity is sufficient, alumina delivers a performance-to-cost ratio no other powder in this group matches.
Primary heat dissipation applications include:
Alumina disperses well in slurries and polymer systems, doesn’t react with common matrix material, and is safe for direct contact with metallic conductors. AdValue Technology supplies alumina from 99.99% (4N) to 99.999% (5N) purity, with particle sizes from submicron to 500 µm in alpha-phase grades optimized for thermal applications.
Aluminum nitride occupies a unique position in thermal management. It delivers high intrinsic thermal conductivity – typically in the range of 140 to 200 W/m·K in dense ceramic form – while remaining a strong electrical insulator. Most materials that conduct heat well also conduct electricity. AlN is a rare exception, which makes AlN particularly valuable in applications such as power electronics where efficient heat dissipation and electrical isolation are both critical.
AlN also closely matches the coefficient of thermal expansion (CTE) of silicon (~4.0–4.5 µm/m·K vs. silicon’s 2.6 µm/m·K). That CTE compatibility reduces interfacial stress during thermal cycling, improving long-term reliability in power semiconductor packages compared to materials with higher expansion mismatch.
Key applications include:
AdValue Technology’s aluminum nitride powder is available at greater than 99.5% purity across seven spherical grades, with D50 particle sizes ranging from ~ 1 µm to over 100 µm and thermal conductivity exceeding 170 W/m·K across all grades.
Hexagonal boron nitride earns its nickname “white graphite” from a layered crystal structure that resembles graphite and gives it natural lubricating properties. Unlike graphite, it’s electrically insulating, making it highly attractive for electronic and thermal management applications.
One important note: h-BN has anisotropic thermal conductivity. In-plane (along the basal layers), thermal conductivity can reach approximately 200–300 W/m·K, while through-plane conductivity is much lower (typically a few W/m·K). This means heat flows efficiently along the platelet surface but not through its thickness. In applications using randomly oriented BN particles, effective composite conductivity will be lower than the single-particle maximum. Aligned or oriented BN filler systems achieve much closer to the theoretical peak.
In addition, h-BN maintains excellent dielectric strength (typically above 40 kV/mm in dense materials) and strong oxidation resistance up to 900°C in air and ~ 1,900°C in inert environments.
BN powder excels in:
BN consistently outperforms traditional thermal greases and alumina-filled pads in thermal resistance reduction. AdValue Technology supplies BN powder in twelve grades from below 1.5 µm to 150 µm, purity greater than 96% to greater than 99%, supporting a wide range of thermal and electrical insulation applications. .
Diamond holds the highest thermal conductivity of any bulk material, reaching up to ~2,000-2,200 W/m·K at room temperature. That’s more than five times the conductivity of copper and more than eight times that of aluminum. Its exceptional performance comes from strong covalent carbon bonds and a highly ordered crystal lattice that allows phonon transport with minimal scattering.
Diamond powder finds use where heat flux demands exceed what conventional fillers can handle:
While diamond offers unmatched intrinsic thermal conductivity, achieving high performance in composites depends on filler loading, dispersion, and interface engineering between diamond and the matrix material.
Diamond does oxidize in air above approximately 700°C, so its use in high-temperature, air-exposed environments is limited. For semiconductor packages and enclosed power electronics, those conditions rarely apply. AdValue Technology supplies diamond powder in high-purity grades for thermal composite and precision applications.
Before specifying a powder, work through these questions:
Which powder has the highest thermal conductivity? Diamond reaches up to ~2,000-2,200 W/m·K, making it the highest conductivity material known. Hexagonal boron nitride follows at approximately 200-300 W/m·K in-plane, then aluminum nitride at 140 to 200 W/m·K, and alumina at 20 to 30 W/m·K.
Can these powders conduct heat while also providing electrical insulation? Yes. All four are electrically insulating while conducting heat. This combination is critical in power electronics, where components must dissipate heat while staying electrically isolated from heat sinks and surrounding structures.
Why does aluminum nitride match silicon better than alumina? AlN’s CTE of ~4.0-4.5 µm/m·K closely matches silicon’s 2.6 µm/m·K and GaAs’s 5.7 µm/m·K. When bonded materials have mismatched CTEs, thermal cycling generates mechanical stress that causes delamination and cracking. AlN minimizes that stress, improving reliability through thousands of thermal cycles.
What particle size should I specify for a TIM filler? Bimodal size distributions combining coarse and fine particles achieve higher packing density and better thermal conductivity than single-size distributions. For TIM applications, D50 values in the 5 to 40 µm range are most common. Always specify both D50 and D90 values when ordering.
Is boron nitride thermal conductivity truly higher than aluminum nitride? In the basal plane of h-BN platelets, conductivity reaches approximately 300 W/m·K, exceeding AlN. However, through-plane conductivity is significantly lower due to BN’s anisotropic structure. AlN delivers more consistent effective conductivity across different composite geometries, while aligned BN systems achieve higher peak values with more controlled processing.
What industries depend most on thermally conductive powders? Consumer electronics, power electronics, automotive, LED lighting, aerospace, and semiconductor manufacturing are the primary markets. Power electronics and electric vehicle inverter systems, and high-performance computing are the fastest-growing segments, driven by increasing power density and thermal management demands .
Getting the right thermally conductive powder from a reliable source matters as much as the selection itself. AdValue Technology, with more than 20 years in business, has supplied high-purity specialty powders to engineers, manufacturers, and researchers worldwide. Their thermal management powder portfolio includes:
All powders include documented purity specifications and particle size data. Lab samples and bulk orders are both supported, and custom particle sizes are available on request.Don’t let thermal limitations hold back your next design. Contact AdValue Technology at sa***@*********ch.com or visit the high-purity powder catalog to find the right powder for your application.

